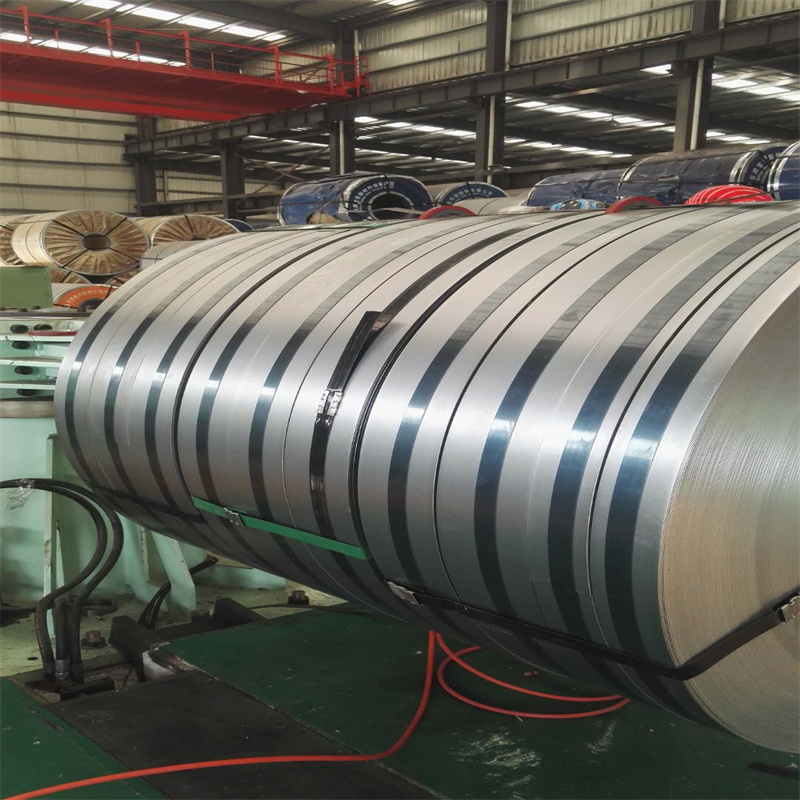
Laadukas spiraaliteräsputki


Laadukas spiraaliteräsputki
Yleisesti käytettyjä kierreputkimateriaaleja Kiinassa ovat yleensä: Q235A, Q235B, Q345, L245, L290, X42, X52, X60, X70, X80, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9 ja 1crb18ni10n.Kierreputkien yleiset standardit jaetaan yleensä seuraaviin: SY / t5037-2018 (ministeristandardi, joka tunnetaan myös nimellä spiraalisauma upotettu kaarihitsattu teräsputki tavalliseen nesteensiirtoputkeen), GB / T9711.1-1997 (kansallinen standardi, joka tunnetaan myös nimellä öljy- ja kaasuteollisuuden voimansiirtoteräsputken tekniset toimitusehdot, osa I: luokan a teräsputki (GB / t9711.2 luokan B teräsputki, tiukat vaatimukset)), api-5l (American Petroleum Association, joka tunnetaan myös nimellä putkien teräsputki );Sisältää PSL1 ja PSL2), SY / t5040-92 (spiraalilla upotettu kaarihitsattu teräsputki paalulle).
(1) raaka-aineet eli nauhateräskela, hitsauslanka ja sulate.Ennen syöttämistä on suoritettava tiukka fysikaalinen ja kemiallinen tarkastus
(2) Teräsnauhan pään ja pään päittäisliitoksessa käytetään yksilankaa tai kaksilankaa uppokaarihitsausta, ja automaattista uppokaarihitsausta käytetään korjaushitsaukseen teräsputkeen valssauksen jälkeen.
(3) Ennen muotoilua nauhateräs tasoitetaan, leikataan, höylätään, pinta puhdistetaan, kuljetetaan ja taivutetaan.
(4) Sähköistä kosketuspainemittaria käytetään ohjaamaan puristusöljysylinterin painetta kuljettimen molemmilla puolilla nauhateräksen sujuvan kuljetuksen varmistamiseksi
(5) Ota käyttöön ulkoinen ohjaus tai sisäinen ohjausrulla
(6) Hitsausraon ohjauslaitetta käytetään varmistamaan, että hitsausrako täyttää hitsausvaatimukset, ja putken halkaisijaa, kohdistusvirhettä ja hitsausrakoa valvotaan tiukasti
(7) Sekä sisäinen että ulkoinen hitsaus ottavat käyttöön amerikkalaisen Lincoln Electric -hitsauslaitteen yksilankaa tai kaksilankaa upotettuun kaarihitsaukseen, jotta saadaan vakaat hitsausvaatimukset
(8) Kaikki hitsatut hitsit tarkastetaan jatkuvalla automaattisella ultraäänivirheentunnistimella, jotta varmistetaan 100 %:n NDT-peitto spiraalihitsauksissa.Jos vikoja on, se hälyttää automaattisesti ja ruiskuttaa jälkiä, ja tuotantotyöntekijät säätävät prosessiparametreja milloin tahansa vikojen poistamiseksi ajoissa.
(9) Teräsputki leikataan yksittäisiksi paloiksi ilmaplasmaleikkauskoneella
(10) Kun teräsputki on leikattu yhdeksi teräsputkeksi, jokaiseen teräsputkierään on kohdistettava tiukka ensimmäinen tarkastusjärjestelmä, jolla tarkistetaan teräsputken mekaaniset ominaisuudet, kemiallinen koostumus, sulatusolosuhteet, pinnan laatu ja NDT sen varmistamiseksi, että putken valmistus prosessi on hyväksytty ennen kuin se voidaan ottaa virallisesti tuotantoon
(11) Osat, joissa on jatkuvia akustisia virheentunnistusmerkkejä hitsauksessa, on tarkastettava uudelleen manuaalisella ultraäänellä ja röntgensäteellä.Jos vikoja ilmenee, ne on korjauksen jälkeen NDT:n kohteena uudelleen, kunnes on varmistettu, että viat on korjattu
(12) Teräsnauhan päittäishitsauksen ja T-liitoksen risteävän kierrehitsin putki on tarkastettava röntgentelevisiolla tai -filmillä.
(13) Jokaiselle teräsputkelle tehdään hydrostaattinen testi, ja paine ottaa säteittäisen tiivisteen.Testipainetta ja aikaa valvotaan tiukasti teräsputken vedenpaineen mikrotietokoneen tunnistuslaitteella.Testiparametrit tulostetaan ja tallennetaan automaattisesti
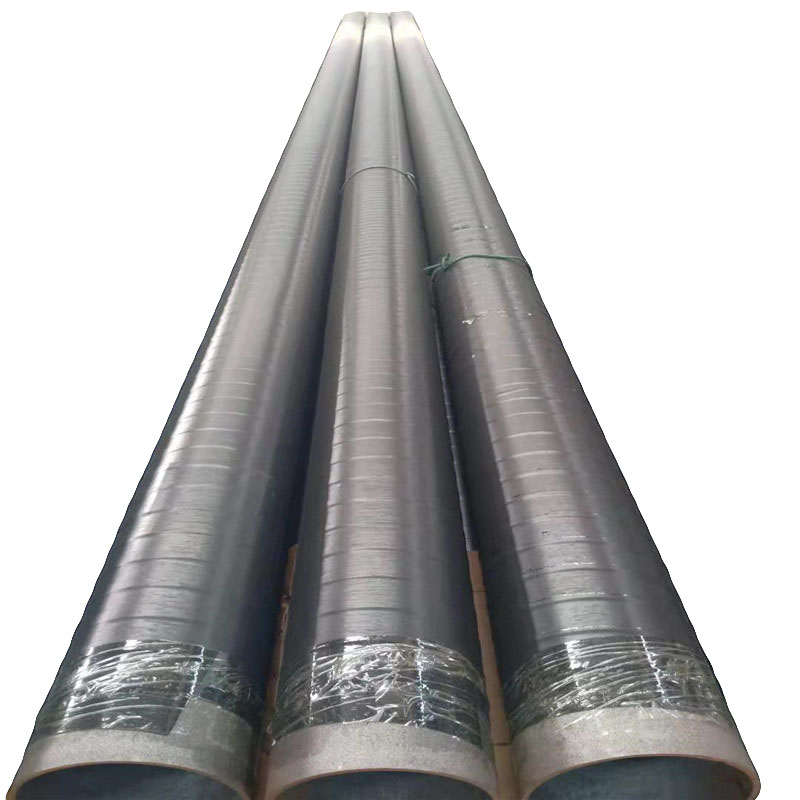
(14) Putken pää on koneistettu ohjaamaan tarkasti päätypinnan kohtisuoraa, kaltevuuskulmaa ja tylppäreunaa.Spiraalisaumassa upotettua kaarihitsattua putkia painenesteiden kuljetukseen käytetään pääasiassa öljyä ja maakaasua kuljettaviin putkiin.
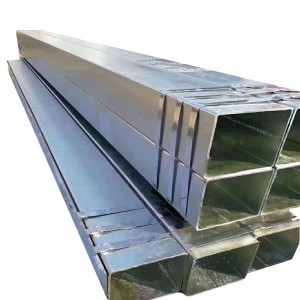
Teräsputkella on vahva paineensietokyky ja hyvä plastisuus, mikä on kätevä hitsaukseen ja käsittelyyn;Spiraalisauma upotettu kaarihitsattu teräsputki yleiseen matalapaineiseen nesteen siirtoon on valmistettu kaksipuolisesta automaattisesta upotetusta kaarihitsauksesta tai yksipuolisesta hitsausmenetelmästä, jota käytetään yleiseen matalapaineiseen nesteen, kuten veden, kaasun, ilman ja höyryn, siirtoon. .
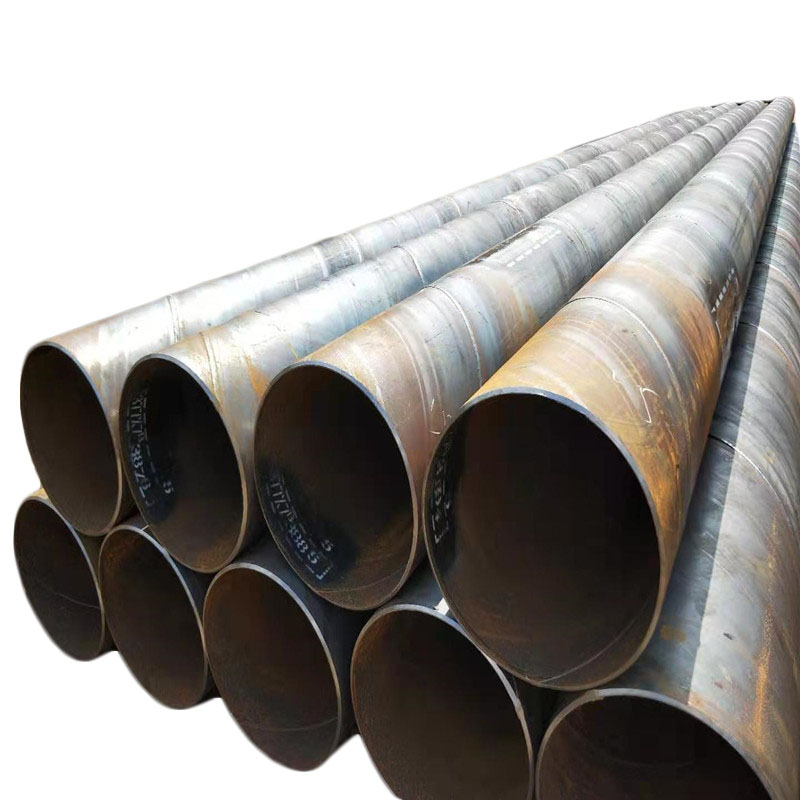
Suorasaumalla hitsatulla putkella on yksinkertaisen tuotantoprosessin, korkean tuotannon tehokkuuden, alhaiset kustannukset ja nopea kehitys edut.Kierrehitsatun putken lujuus on yleensä korkeampi kuin suoran hitsatun putken.Se voi valmistaa hitsattuja putkia suuremmalla putken halkaisijalla kapealla aihiolla ja hitsattuja putkia, joilla on erilainen putken halkaisija, saman leveyden aihiolla.Kuitenkin verrattuna samanpituiseen suorasaumaputkeen hitsin pituus kasvaa 30–100%, ja tuotantonopeus on alhainen.Siksi suorasaumahitsausta käytetään enimmäkseen halkaisijaltaan pienissä hitsatuissa putkissa ja spiraalihitsausta käytetään useimmiten suurihalkaisijaisissa hitsatuissa putkissa.Spiraaliputkea käytetään pääasiassa vesijohtoveden suunnittelussa, petrokemianteollisuudessa, kemianteollisuudessa, sähköteollisuudessa, maatalouden kastelussa ja kaupunkirakentamisessa.Se on yksi 20 avaintuotteesta, jotka on kehitetty Kiinassa.Nesteiden kuljetukseen: vesihuolto, viemäröinti, jätevedenkäsittelytekniikka, mutakuljetukset, merivesikuljetukset.Kaasun siirtoon: kaasu, höyry ja nestekaasu.Rakenteelle: paalutusputkina ja -siltana;Putket laituri-, tie- ja rakennusrakenteisiin, laivojen paalutusputket jne.